|
|
BOTTLING STILL WATER A bottle of water has the following constituents : THE WATER The properties of potable water from the spring can be classified as follows: Organoleptic quality The water shall comply with all applicable regulations. The flow must be sufficient to meet production quantity required by the bottling unit and miscellaneous volumes generated by other technical purposes, such as rinsing, washing etc..., as French regulations compels the rinsing of the bottles with the same spring water. Taking flow rates and pressure into account, buffer tanks will be required between the catchment inflow and the filling line. In some cases, filtering will also be necessary. THE BOTTLE The product is conveyed to the consumer in the bottle with its sealed screw cap, which guarantees the inviolability and its label, providing commercial and legal information. The bottles are packed or cased for easier consumer handling. They are then grouped on pallets for transportation from the factory to the warehouses and the wholesalers. Pallets are wrapped in a waterproof film which ensures their stability during handling and protects the goods from rain, dust, U.V. rays etc. In this presentation we shall consider the plastic bottle which represents the largest majority of sales. The PET bottle does not modify the properties of the water and guarantees: Its protection against external elements (such as smells, bacteria...)Water bottled in PET bottles can be stored for two or three years in a dry and cool place, sheltered from light. N.B. In tropical climate, exposure to heat and light must be avoided. The weight of a 1.5 L (50 fl. oz.) bottle is between 26 and 32 grams. 
HYGIENE AND QUALITY CONTROL EEC norms of quality control for food products shall be our guidelines for the quality control of the merging water as well as the bottled one. The quality is measured at different levels: Information on origin and quality of the water PRESENTATION OF A BOTTLING UNIT The bottles are manufactured from P.E.T. preforms in a separate section of the factory upstream the bottling line, organised with appropriate partitions. The bottles are processed on a 24 hour basis. The daily output of the bottling line should be adjusted consequently. As a preliminary consideration, it is stipulated that the various pieces of equipment are set up to provide maximum output of 18 million bottles a year. A second blowmoulding machine can be added eventually for a 36 million bottle a year output without major transformation inside the plant. We shall consider the following factors as essential in designing the layout and the assembly: HYGIENE The machinery shall be layed out in order to reduce staff operations to a minimum and to allow necessary handling within the shortest possible distance. The plant will be divided into three sections: BLOWMOULDING, BOTTLING and HANDLING SECTIONS. A/ BLOWMOULDING SECTION The manufacturing of the bottles out P.E.T. preforms takes place in this section where a blowmoulding machine is installed with its surrounding equipment. (Compressed air and chilling devices). The bottles are stored in an intermediate silo between the bottle production unit and the bottling line. The purpose of this storage is: To adjust blow moulding capacity and bottling capacity so that the newly blowed bottles can be stored during bottling relief hours. The capacity of the storage silo must be sufficient to provide a buffer stock between the two units. The storage silo must be designed to prevent bottles from being damaged when blown out and from being crushed by the weight, when stored in large quantities. Thus we have then option to skip the silo and supply fresh bottles directly in line to the filling room with a special conveyor. However the blowing capacity has to be equivalent to the filling capacity. 
B/ BOTTLING SECTION The filling and capping section is separate from all other sections and protected to prevent any contamination of the water. The bottling line contains: 1/ Straightener Puts the bottles in the upright position after extraction from the silo. 
2/ Rinsing machine Treats the bottles with sterilised water or air. 3/ Filling machine This machine can be connected by a synchrobloc to the rinsing machine upstream and to the capping machine downstream. 4/ Capping machine This machine shall be synchronised with the filling machine by a synchrobloc. Operations 2-3-4 are now carried out at once on a single compact machine named monobloc 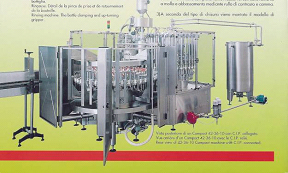
5/ Labelling machine For partial or all-round label. Consumption validity date or production date shall be printed on the bottle. All the machines mentioned above are to be connected by stainless steel conveyors and must be made of stainless steel, easily cleaned and sterilised. A logic system will adjust their speed according to accumulation upstream due to accidental incidents or intentional stops and restarts. The line will be handled by one or two operators according to the output. 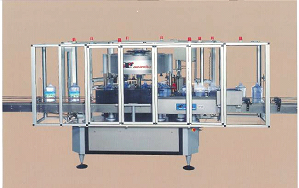
C/ HANDLING SECTION This section shall be designed to allow simple accessibility by the forklift trucks to the various loading and unloading stations, to allow clean passageway to the stock of raw materials for packaging and to the stock of manufactured products. The equipment as outlined below shall be layed out to minimize the work effort and also to maximise accessibility and mobility. At this stage, the bottles being filled and labelled can be handled manually or automatically depending on output level and packaging. 1/ Packaging machine Places the bottles in cartons. 2/ Bundler Groups the bottles, generally in packs of six which are wrapped around with a shrinkable film 
3/ Palletizer Puts the bundles or cartons on pallets. 
4/ Wrapping machine Covers the cartons or bundles with plastic shrinkfilm. 5/ Connecting conveyors This unit will contain: a/ conveyors, taking the bottles from the bottling section to the exterior packaging machines. 
All these conveyors shall be automatically controlled and take in account demand from downstream machines in order to regulate their flow. They shall also take in account any incident and transmit information upstream to the casing machines and bundler, in order to inform the automatic systems controlling the synchronisation of the line Resource quality - Watertreatment and filtration, quality checks - Bottled water |
||||||||||||||
